
参考資料
Reference
膜厚分布事例
スピンコーティングは大半がウェハやスライドガラス等の平たい形状の試料に塗工する装置になります。そのため試料台に接する面に凹凸がある場合、真空吸着ができないために塗工そのものができません。また、ワークの形状によっても塗工結果に違いが生じます。次の塗工例で塗工結果の違いについてご説明します。
使用機種:
ワーク材質
ワークサイズ
コーティング条件
1000rpm、30秒
粘度
コート液
硬化条件
膜厚測定装置:反射分光式膜厚計 AFW-100
単位:μm
塗工対象は以下の2種類となります。
- 100mm角、厚さ3mmのアクリル板
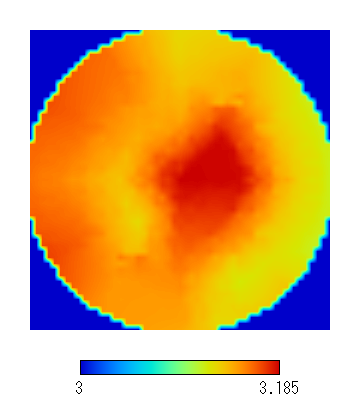
- φ100mm、厚さ3mmのアクリル板
この試料2種に対して、次の条件で塗工を実施しました。
- 回転速度1000[rpm]
- キープ時間60[sec]
- 加速時間3[sec]
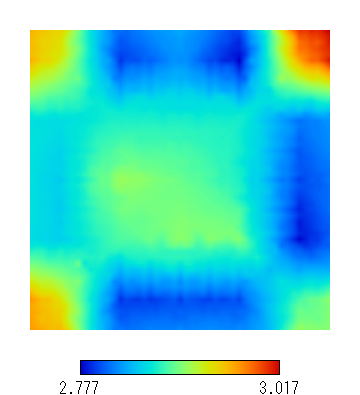
円盤形状と角板形状の塗工結果を比較すると、
- 角板:四隅以外は満遍なく塗れているが、四隅に液残りが生じている。
- 円盤:満遍なく塗れ広がり、均一な膜厚ができている。
上記の結果のように、形状によって塗工結果が変わることがあります。塗工の際には試料の形状についても検討が必要であることをご認識頂けたらと思います 。
